Altitude Sector/Высотный
сектор
2/17 Ordered circuit board and steppers.
Заказаны схемная плата и шаговики.
2/27 Cut 26" diameter altitude sector. The sector
was first cut out on a table saw. Technique was to drill a hole in the table of the saw 13
inches from the edge of the saw blade. A 1/4" bolt was passed through the plywood and
into the table. This acted as a pivot for the ply. The blade was raised 1/4" and the
piece of plywood swung around the pivot point. Raise the blade and swing the plywood. This
gave a very cleanly cut circle. Only thing to be aware of is the increasing friction as
the saw cuts more and more deeply. The 3/4" thickness proved to be about the limit
for the small bench mount table saw we used.
Вырезан высотный сектор диаметром 65
см. Сектор сначала был вырезан на настольной
пиле. Было высверлено технологическое
отверстие в столе пилы в 13 дюймах от края
лезвия пилы. Болт М6 пропущен через фанеру
в стол. Это действовало как центр для маневра.
Лезвие было поднято на 6 мм и часть фанеры
качалась вокруг центральной точки. Поднимите
лезвие, и качайте фанеру. Это дает очень чисто
вырезанный круг. Только знайте такую вещь -
трение увеличиваетсяся, когда пила режет все
более глубоко. Толщина19 мм , оказалось, была
около предельной для настольной пилы,
которую мы использовали.
Grooving the edge was done by tipping the blade to a 45 degree angle. A jig was built
that held the sector edgewise above the blade and allowed it to turn. The sector was
turned to allow a 1/4" deep cut into the circumference. The sector was turned side
for side and another cut taken. The cuts did not match up completely and the bit of
material left in the center of the groove was removed with a small chisel.
Выемка края была выполнена наклоном
лезвия на угол 45 градусов. Джига (?)была построена
так, что проводила край сектора выше лезвия и
позволяла его вращать. Сектор был повернут, что
позволило резать на глубину 6 мм по
окружности. Сектор был перевернут со стороны на
сторону и получил другой рез. Резы не совпадали
полностью и часть материала, слева от центра
углубления была удалена с маленьким долотом.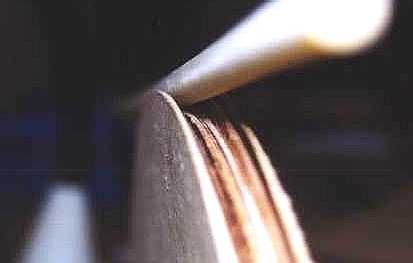
Closeup of the sector and groove with threaded rod
shown.
Показаны крупным планом сектор и
выемка с резьбовым стержнем. |
Grooved to depth of approximate 1/4" giving final diameter of geared sector of 25
1/2" or just a bit above 80.1 inches. At 13 threads per inch this should provide a
gear of approximately 1041:1 ratio.
Выемка глубиной примерно 6мм дает
окончательный диаметр сектора шестерни - 64см
или немного более чем 201 см. При 13 витках на дюйм
это даст шестерню отношением примерно 1041:1

Sector standing on work bench.
Сектор, стоящий на рабочем месте |
2/28 to 3/1 Played with both the JB Weld and some
QuikSteel epoxy putty. Both give a usable tooth pattern, but it appears the JB Weld molds
cleaner teeth. Unlike others, I am having some problems with the JB Weld sticking to the
threaded rod. The stuff oozed more than halfway up the rod and held it firmly.
Играл с JB Weld и какой-то эпоксидной
замазкой QuikSteel. Оба дают приемлемый
образчик, но кажется JB Weld очищает зубы модели.
В отличие от других, я имею некоторые проблемы с
JB Weld, липнущей к резьбовому пруту.
Наполнение вытекло больше чем на половину прута
и крепко его держало.
I was only molding short, 2-3 inch sections of gear. When I pulled the nylon rod out of
the JB Weld, the bottom came out cleanly, but the JB Weld broke about 1/8th inch into the
groove. Will try silicone spray as a release agent. Also need to keep the thickness of the
JB Weld down to prevent it climbing too high on the rod.
Я формовал только короткие - 2-3
дюймовые секции шестерни. Когда я вытянул
нейлоновый прут из JB Weld, нижняя часть оказалась
чистой, но JB Weld разрушена примерно на 3 мм в
углублении. Будем пробовать силиконовый спрей
как помощь при извлечении. Также надо сохранить
толщину JB сварки снизу для предотвращения
поднятия его слишком высоко по пруту.
3/1 Preparing to mold altitude sector: For
this process, the sector is first screwed to the front side of the workbench through the
center hole. This will allow turning the sector in order to easily apply the JB Weld to
the circumference. After the JB Weld has been applied, 2 additional screws are used to
keep the sector from rotating. Other screws are installed to hold the ends of the threaded
rod. The threaded rod it coated with a spray of STP Silicone Spray lubricant in hopes it
acts as a release agent.
Подготовка к формовке сектора высоты
: Для этого процесса сектор сначала прикручен к
передней стороне рабочего места через среднее
отверстие. Это позволит поворачивать сектор,
чтобы легко применить JB Weld по окружности. После
того, как JB Weld нанесен, 2 дополнительных винта
используются, чтобы предохранить сектор от
вращения. Другие винты установлены, чтобы
закрепить концы резьбового прута. Этот резбовой
прут покрыт смазкой-спреем STP Silicone Spray в надежде
его действия как помощи при изъятии.
Have finished my first attempt at molding the altitude gear. It turned out a bit more
difficult than I anticipated. Getting an even layer of JB Weld was a pain in the butt. I
can see that the depth of the JB Weld (known from now on as plain ol' JB) is not very
even. In some places it comes up to the edge of the groove and in others it doesn't. Will
just have to wait 24 hours before pulling out the threaded rod and see what it looks like.
Закончили мою первую попытку
формовки высотной шестерни. Этот переворот
немного более трудный чем, я ожидал. Получение
одинакового уровня JB Weld было головной болью. Я
могу видеть, что глубина JB Weld (называемая с этого
момента как плоскость ol ' JB) не очень ровная. В
некоторых местах это появляется к краю
углубления, и в других нет. Надо подождать 24 часа
перед снятием резьбового прута, и посмотреть на
что это похоже.
3/2 Almost complete success! First of all, the STP
Silicone Spray acted as a very good release agent. Almost the entire threaded rod came
free with almost no JB Weld sticking to it. Out of a total of approximately 40 inches of
sector, no more than 6 inches will need to be recast. There is one void of about 1 inch
right at the end of the sector where the rod was apparently not pressed deeply enough into
the groove. Also, there are 3 other areas, no more than a couple inches long on each,
where the JB Weld was just not thick enough. Teeth were cast in these locations, but I
will attempt to remove some of the JB Weld and recast the sector.
Почти полный успех! Прежде всего, STP
Silicone Spray действовал как очень хороший помощник
извлечению. Почти весь резьбовой прут вышел
свободным с почти не прилипшим к нему JB Weld. Из
общего количества приблизительно 100 см сектора,
не больше, чем 15см должны будут повторно
сформованы. Имеется одна пустота приблизительно
3 см в правом конце сектора, где прут не был
очевидно вжат достаточно глубоко в углубление.
Также, имеются 3 других области, не больше, чем
пара дюймов длиной на каждом, где JB Weld не был
достаточно толст. Зубы отлились в этих
расположениях, но я буду пытаться удалить часть JB
Weld и повторно отлить сектор.
3/3 Blech! The repair job did not work at all! I used a
chisel in an attempt to remove enough JB to fill in the areas and try remolding. Even
though I tried to force the rod down into the existing threads, it never got far enough
into the groove to cut new threads in the fresh JB. Next plan will be to pick up a rat
tail file and remove ALL the threads. I don't plan on taking the JB down to wood, but just
filing until I get a groove back to the point where I can try remolding the entire sector
again.
...! Ремонт не возможен вообще! Я
использовал долото в попытке удалить достаточно
JB, чтобы заполнить области и пробовать
переформовку. Даже при том, что я пробовал
загнать прут в существующие нити, он никогда не
стал достаточно далеко в углубление, чтобы
нарезать новые нити в свежем JB. Следующий план
будет взять напильник и удалять ВСЕ нити. Я не
планирую снимать JB до древесины, но только
стачивание, пока я не получаю углубление обратно
к точке, где я могу пробовать
переформовать весь сектор заново.
Close-up showing threads molded in JB Weld
Крупный план показывает
отформованые витки в JB Weld. |


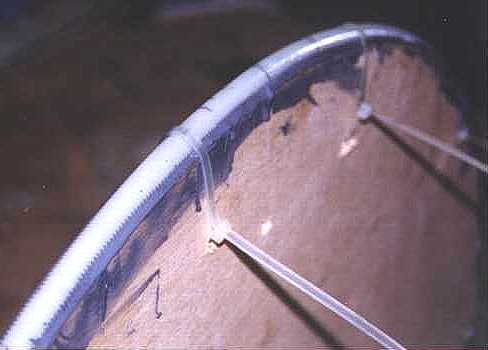
Another close-up showing the end of the sector where the threaded rod was not
pressed into the JB Weld.
Другой крупный план, показывает
конец сектора, где резьбовой прут не был прижат к
JB Weld. |
3/5 The JB has been filed down. This time I will try
using cable ties through the sector to hold the threaded rod in place. Since the STP
Silicone Spray works so well, I won't worry about slopping the JB all over the threaded
rod. As you can see from the image above, the threaded rod did not press into the JB at
the end of the sector. If you look at the image of the sector, you can see the threaded
rod is coming straight down from the groove. For this molding I am pushing the ends of the
threaded rod together to force them into the JB. It is also apparent that the JB oozed out
of the ends of the sector because you can make out some wood in the above image. It will
be necessary to put additional JB at the ends to overcome this flow.
JB был сточен. На сей раз я буду
пробовать использовать кабельные зажимы через
отверстия в секторе, чтобы удержать резьбовой
прут в месте. Так как STP Silicone Spray, работает так
хорошо, я не буду волноваться относительно
выплескивания JB на всем протяжении резьбового
прута. Как Вы можете видеть на изображении выше,
резьбовой прут не прижался к JB в конце сектора.
Если Вы посмотрите на изображение сектора, Вы
можете видеть, что резьбовой прут приходит прямо
вниз из углубления. Для этой формовки я с силой
прижимаю концы резьбового прута вместе в JB.
Также очевидно, что JB выдавливается с концов
сектора, потому что Вы можете обнаружить немного
древесины на вышеупомянутом изображении.
Будет необходимо поместить дополнительный JB в
концы, чтобы преодолеть этот отток.
3/6 SUCCESS! Pulled the nylon rod out and the gear looks
perfect! There are a couple thin areas which should not cause any problems. I used a small
jack plane (5" sole) to shave off the JB that had pushed out on the edge of the
groove. That and a bit of sanding and it appears the altitude sector is almost finished.
The only remaining steps on the sector will be to cut out some extraneous wood to make the
sector a bit lighter and paint the finished product.
УСПЕХ! Вытащенный нейлоновый прут и
шестерня выглядят совершенными! Имеется пара
тонких областей, которые не должны вызвать
никаких проблем. Я использовал маленький
рубанок (подошва 12 см) чтобы сбрить JB, который
выдавился на крае углубления. Это и немного
шлифовки и получается, что высотный сектор почти
закончен. Единственные остающиеся шаги - в
секторе надо будет вырезать некоторую лишнюю
древесину, чтобы делать сектор немного легче и
покрасить готовое изделие.
 |
Second molding attempt using cable ties
Вторая повытка формовки с
использованием кабельных зажимов. |
 |
Completed altitude sector waiting for finishing. Заввершенный
высотный сектор ожидающий окончания. |
HOME